

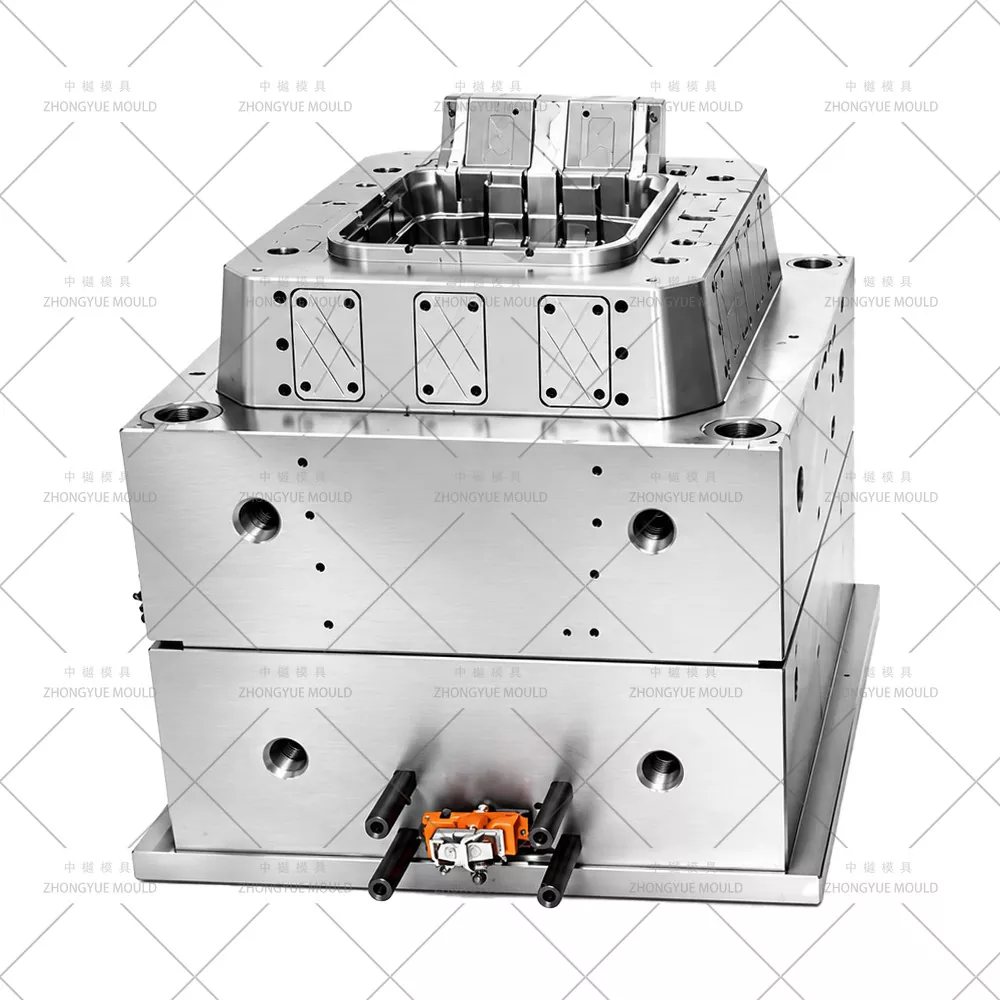

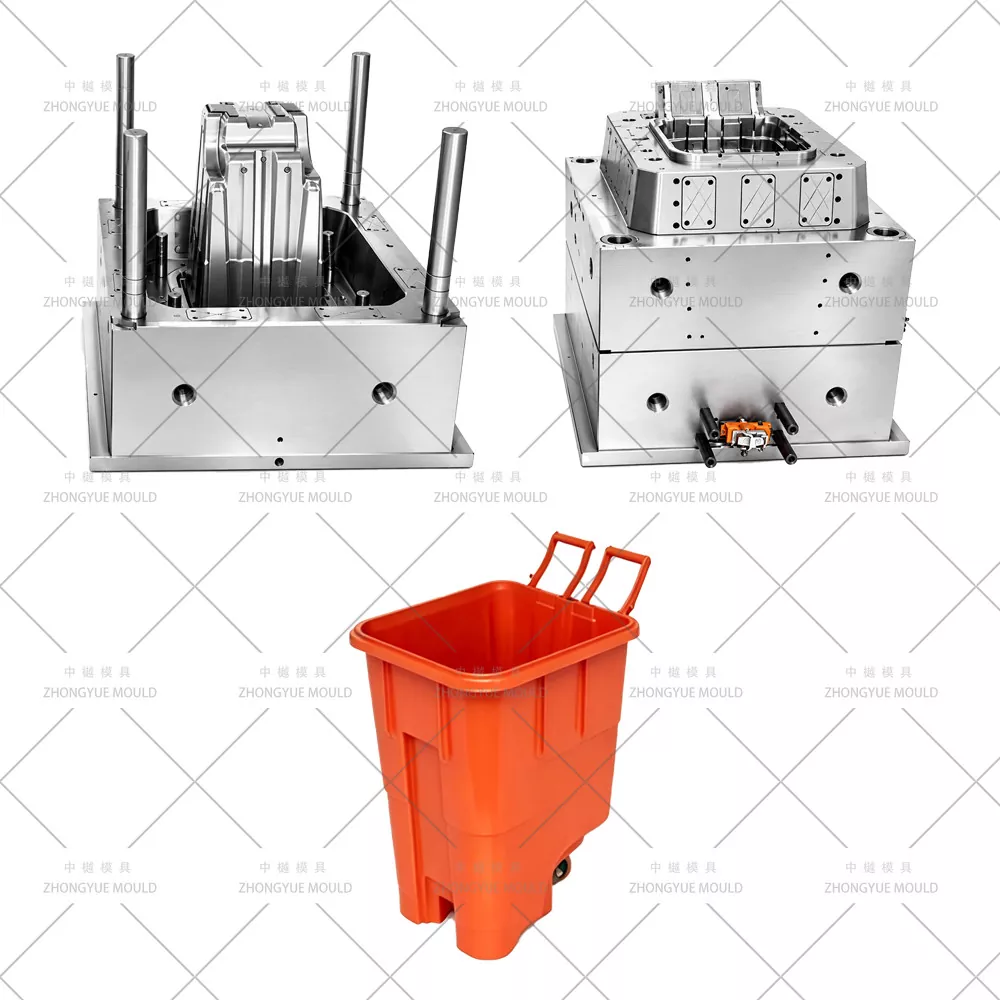
ZHONGYUE MOLD es un fabricante profesional de moldes de inyección en China, que suministra moldes de plástico para contenedores de basura para exteriores/moldes de inyección para botes de basura grandes para exteriores (incluidos cuerpos de contenedores con ruedas, contenedores de desechos municipales y contenedores de reciclaje en capacidades de 30 L, 60 L, 120 L y 240 L) a mayoristas globales de suministros municipales, cadenas de supermercados y marcas privadas. Los contenedores de basura para exteriores generalmente están moldeados en HDPE (polietileno de alta densidad, MFR 0,03–0,08 dg/min para ESCR alto) o PP+estabilizador UV, con una superficie exterior lisa o ligeramente texturizada (VDI 27–30) para una fácil limpieza y resistencia al graffiti. Nuestros moldes cuentan con sistemas de canal caliente (YUDO / SYNVENTIVE / Mold-Master, compuerta directa de 1 a 4 gotas o bebedero frío corto), enfriamiento de inserto de deflector profundo + BeCu (cobre berilio) en el radio inferior e intersecciones de nervaduras gruesas, ventilación de núcleo profundo con inserciones de ventilación porosas o ventilaciones de línea de separación de 0,01 a 0,015 mm para evitar quemaduras o disparos cortos en cajones altos (400 a 950 mm), además Análisis DFM para verificar el espesor de la pared (2,5–4,0 mm), compensación de contracción (HDPE ~1,5–2,0 %, PP ~1,2–1,8 %) y planitud del asiento de la tapa.
Desde contenedores de recolección en la acera de 30 L/60 L y contenedores con ruedas de 120 L/240 L (solo cuerpo: ruedas y eje ensamblados después del moldeado) hasta tapas de reciclaje codificadas por colores, brindamos una revisión DFM completa y una simulación de Moldflow antes del corte de acero.
|
Artículo |
Especificaciones / Opciones |
|
|
Nombre del molde |
Molde de inyección de cuerpo de contenedor de basura / bote de basura / contenedor de basura de plástico para exteriores (30L-240L personalizable) |
|
|
Cavidad y núcleo de acero |
Cavidad: P20 (preduro HRC 28–33) estándar para ≤120L; 718H (HRC 33–38) opcional para una vida útil más larga/tamaños más grandes; Núcleo: P20 / 718H; Portaobjetos/insertos: H13(2344 ESR) nitrurado |
|
|
Base del molde |
Base sobredimensionada S50C / LKM / DME (tamaño del molde ref. 120L: ~1000×800×1200mm; peso 6–14T dependiendo de la capacidad) |
|
|
Caries |
Estándar 1×1 (cavidad única) para el cuerpo del contenedor; Tapa: 1×1 o 2×1 opcional |
|
|
Sistema de corredor |
Canal caliente (YUDO / SYNVENTIVE / Mold-Master, 1–2 puntas abiertas) estándar para ≥120L; Es posible la compuerta directa del bebedero o el canal frío (subcompuerta) para 30 L/60 L; Canal frío NO recomendado para HDPE de gran tamaño por encima de 8 kg |
|
|
Tipo de puerta |
Dirija la compuerta del bebedero hacia la brida superior (más común para contenedores con ruedas de HDPE) o compuerta con punta caliente hacia la brida gruesa; vestigio recortado al ras |
|
|
Expulsión |
Anillo extractor + pasadores eyectores periféricos en el borde base; Expulsión asistida por aire opcional para embutición profunda >600 mm |
|
|
Enfriamiento |
Deflector central Ø12–16 mm a través del núcleo + inserto BeCu en el radio inferior y nodos de nervaduras gruesas + burbujeadores periféricos; 2-3 circuitos aislados con monitoreo de temperatura |
|
|
Diapositivas / Inserciones |
Deslizamiento poco profundo o inserto suelto para el hueco del cubo de la rueda/ranura del eje; H13 nitrurado; ruedas/eje NO moldeados en esta herramienta |
|
|
Acabado superficial |
Cavidad: Estándar de pulido satinado SPI B1/B2; VDI 27–30 grano claro opcional; Núcleo: SPI B1; SIN textura de ratán/tejido |
|
|
Esperanza de vida del molde |
≥300.000 disparos (cavidad P20); ≥500.000 disparos (718H); ≥800.000 disparos (portaobjetos nitrurados H13) |
|
|
Material de moldeo recomendado |
HDPE (MFR 0,03–0,08 dg/min, estabilizado a los rayos UV, ESCR alto), PP+UV (menos común para >120 L); color MB por solicitud |
|
|
Software de diseño |
UG NX, Pro/E, SolidWorks, AutoCAD, Moldflow (análisis de enfriamiento y deformación) |
|
|
Control de tolerancia |
±0,2 mm generales; planitud de la brida superior ±0,3–0,5 mm; ovalidad del cilindro ≤1,0 mm (120 L), ≤1,5 mm (240 L) según la referencia EN840 |
|
|
Plazo de entrega |
50 a 75 días después de la aprobación del diseño del molde 2D/3D (los moldes más grandes con ajuste BeCu y ventilación profunda tardan más) |
|
|
Material del molde |
Dureza |
Vida del molde |
|
P20 |
CDH 28-33 |
>300.000 disparos |
|
718 |
CDH 33-36 |
>500.000 disparos |
|
H13 |
HRC >43 |
>800.000 disparos |
|
2344 |
HRC >48 |
>800.000 disparos |
|
S136 |
CDH 48-52 |
>1.000.000 disparos |
¡Haz que tu próximo proyecto de Molde para contenedor de basura de plástico brille!
|
Tipo de pieza |
Material común |
Enfoque en el diseño de moldes |
|
Cuerpo del contenedor de basura para exteriores (30L / 60L / 120L / 240L) |
HDPE (MFR 0,03–0,08, estabilizado a los rayos UV) o PP+UV |
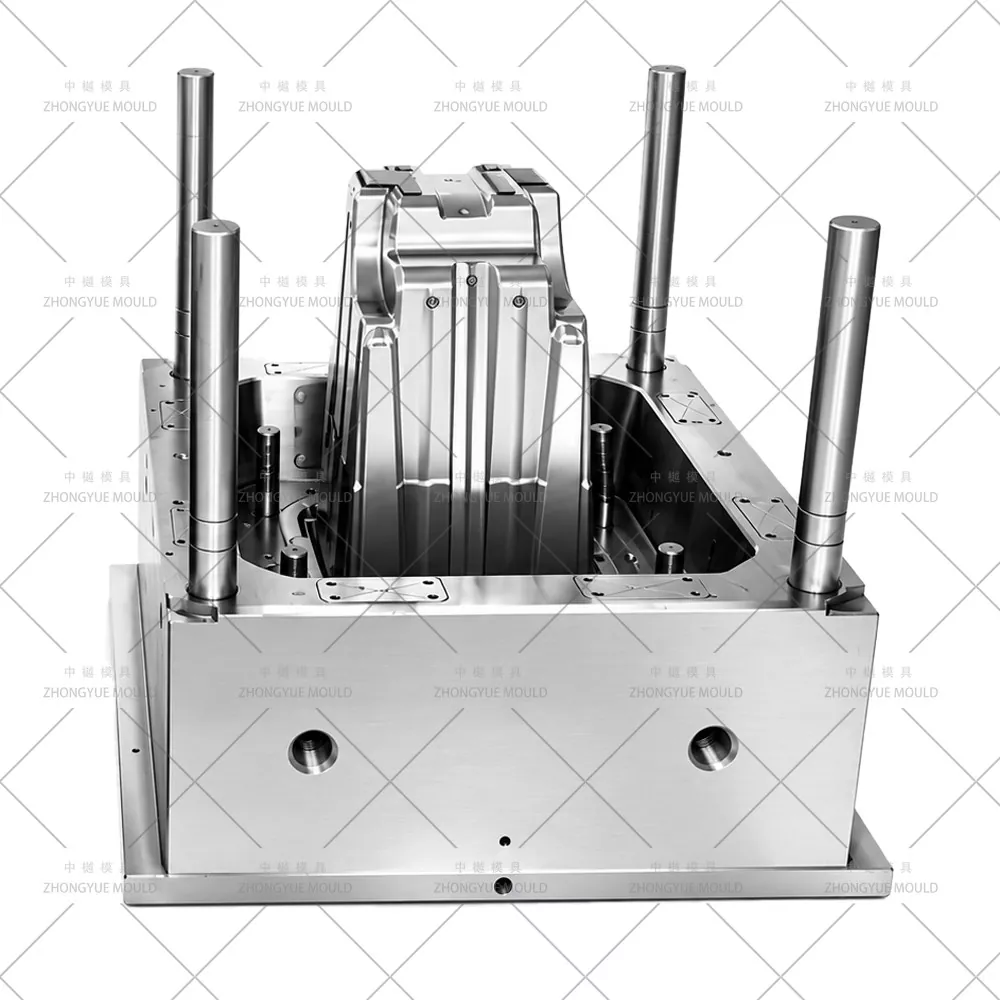
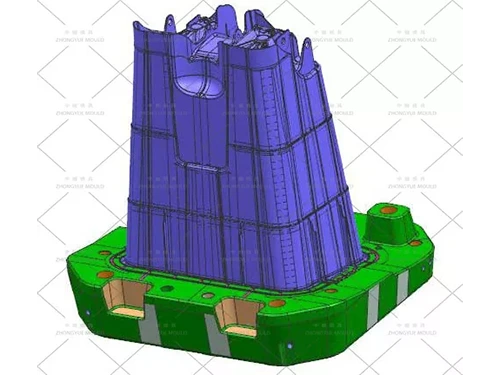
Cavidad profunda (H 400–950 mm); punta caliente o compuerta directa del bebedero; Inserto BeCu @ radio inferior; pasadores de ventilación de núcleo profundo; 1×1 cavidad; Diseño de nervadura de refuerzo para evitar la distorsión del cañón. |
|
Tapa a presión/bisagra para contenedor exterior (a menudo, molde separado) |
HDPE o PP (color de contraste para codificación de reciclaje) |
Generalmente de 1×1 o 2 cavidades; a veces zona de bisagra integrada; SPI B1/B2 pulido o VDI ligero 27–30; puerta submarina en brida interior |
|
Receso interior/carretilla/cubo de rueda (formado en el molde de la carrocería) |
cuerpo de polietileno de alta densidad |
Deslizador local o inserto suelto para el hueco del eje de la rueda: las ruedas mismas se compran y ensamblan después del moldeo, NO se moldean con esta herramienta |
|
Solapa de apertura frontal/superior (opcional, algunos mercados) |
Sobremolde de HDPE o TPE: solo molde de sustrato |
Sorteo superficial; 1×1 o 2 cavidades; a veces cavidad dividida si hay socavado presente |

Canal caliente/compuerta de bebedero directo para gran capacidad— Los contenedores de 120 L/240 L suelen utilizar un canal caliente abierto de 1 a 2 puntas (YUDO / SYNVENTIVE) o un bebedero de gran tamaño con compuerta directa en una brida superior gruesa (la boquilla de la máquina hace contacto directo con el casquillo del bebedero) para reducir la pérdida de presión en HDPE de tiro alto. 30L/60L pueden usar una subcompuerta fría o una punta caliente de canal corto. No se requiere válvula secuencial: el llenado se realiza mediante gravedad mediante la compuerta superior.
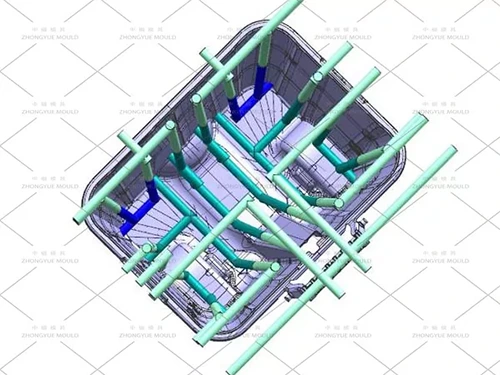
Enfriamiento de cavidad profunda— Deflector central + inserto BeCu en el radio inferior y nodos de nervaduras gruesas — Deflector de Ø12–16 mm a través del núcleo; Inserto de BeCu en las zonas más calientes (transición inferior y redondeo del hueco del cubo); 2-3 circuitos de agua aislados; ΔT ≤ 4–5 ℃ entrada-salida; El ciclo de HDPE suele ser de 35 a 70 segundos, según el tamaño de la inyección.
Ventilación de núcleo profundo para evitar quemaduras/disparos cortos— Ranuras de ventilación de línea de separación de 0,01 a 0,015 mm alrededor del borde superior + inserciones de ventilación de acero poroso sinterizado o pasadores de ventilación en la zona de último llenado (parte superior del núcleo/hombro): fundamental en contenedores de HDPE de 800 mm o más.
Compensación de contracción para HDPE y PP— Contracción isotrópica del HDPE ~1,5–2,0 % (consulte la hoja de datos de la resina); PP ~1,2–1,8%; Ampliación de cavidad verificada por Moldflow; planitud de la brida superior ±0,3–0,5 mm comprobada para el asiento de la tapa; Rectitud/ovalidad del cañón controlada.
Diseño de nervaduras de refuerzo y control de deformación— Patrón de nervaduras verticales/horizontales externas (no demasiado gruesas: 60–70 % de la pared) analizado en DFM para evitar la distorsión del hundimiento y el barril después del desmolde; eyección mediante anillo extractor + pasadores eyectores periféricos; Expulsión asistida por aire opcional para cajones profundos >600 mm.
Molde en el cuerpo formado por ranura de rueda/eje— Deslizamiento local poco profundo o inserto intercambiable suelto para formar el hueco del cubo de la rueda y la ranura del eje; Las ruedas y el eje de metal reales NO se moldean en esta herramienta; se presionan después del moldeo. Aclarado para la precisión de la cotización.
Acabado de la superficie: grano liso o claro— Cavidad SPI B1/B2 estándar de pulido satinado; opcional VDI 27–30 grano de cuero muy ligero para resistencia al graffiti; SIN textura de ratán/ EDM tejido (se diferencia de la serie de ratán para interiores).
Recuento de cavidades estándar: cuerpo del contenedor exterior:Solo una cavidad (1×1): molde grande, refrigeración optimizada y calidad que exigen una construcción individual. Tapa: 1×1 o 2 cavidades opcional.
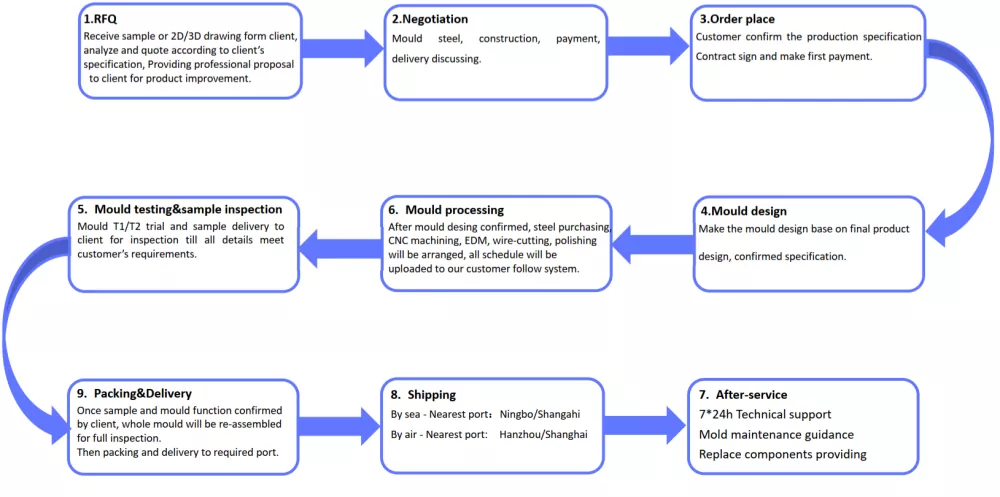
Inicio del proyecto y revisión de DFM— Analice el espesor de la pared (2,5–4,0 mm típico), la contracción de HDPE/PP, la ubicación de la compuerta (bebedero directo versus punta caliente), estrategia de ventilación profunda, deslizador/inserto del hueco del cubo de la rueda, carrera de apertura requerida de la máquina (≥1,5×H+100 mm) y espacio libre de la barra de unión; Sugerir ajustes en el grosor de las nervaduras para evitar la distorsión del cañón.
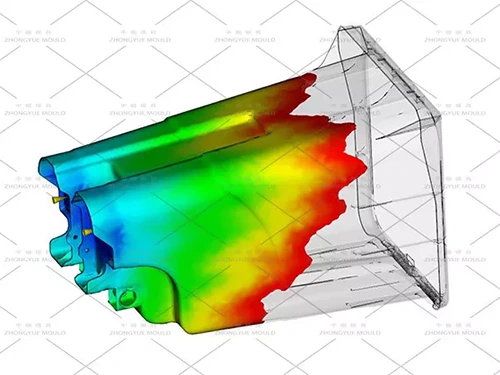
Simulación de flujo de molde (enfriamiento + relleno + deformación)— Verifique el patrón de llenado (el HDPE de compuerta superior fluye hacia abajo con la ayuda de la gravedad), la uniformidad de enfriamiento con las especificaciones del inserto BeCu, la ovalidad prevista y la deformación del reborde superior en el barril alto.
Aprobación de diseño de moldes 3D— Conjunto completo con disposición de refrigeración (deflector central + especificación BeCu), detalle de canal caliente/casquillo de bebedero, pasador de ventilación de núcleo profundo/zona de acero poroso, definición de inserto/deslizamiento del hueco de la rueda, sistema eyector de anillo extractor.
Mecanizado de precisión— Cavidad de desbaste/acabado CNC de alta velocidad y gran formato, perforación profunda para deflector de enfriamiento, ajuste de inserción BeCu con verificación de contacto térmico, nitruración por deslizamiento H13 y ajuste manual, pulido de núcleo/cavidad SPI B1/B2 o grabado ligero VDI.
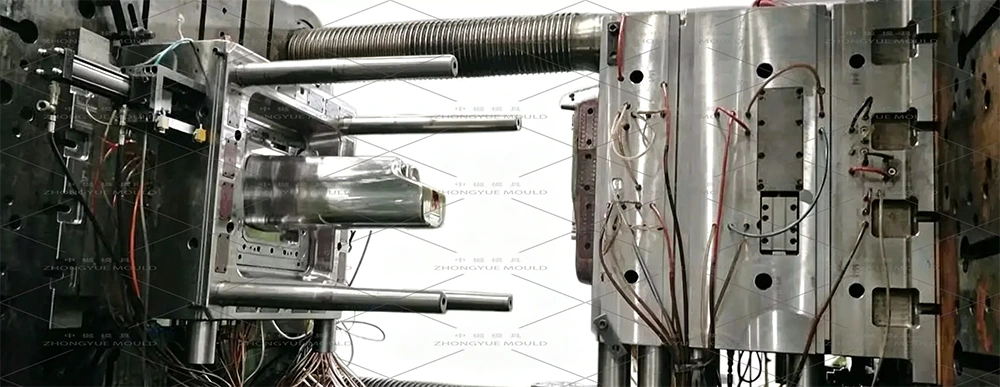
Prueba y corrección T1— Funcionamiento con máquina propia de gran tonelaje; comprobar la ovalidad del cilindro, la planitud del reborde superior, el escaneo del espesor de la pared, el borde del vestigio de la puerta, el ciclo de enfriamiento; Suministro de vídeo de prueba + contenedor de muestra + informe de CMM.
Embalaje final y envío— Maletín resistente sin fumigación, manual de funcionamiento del molde, lista de piezas de repuesto (pasadores eyectores, boquillas de agua, casquillo de bebedero, resorte deslizante, inserto BeCu disponible como consumible), tratamiento térmico y certificados de acero.
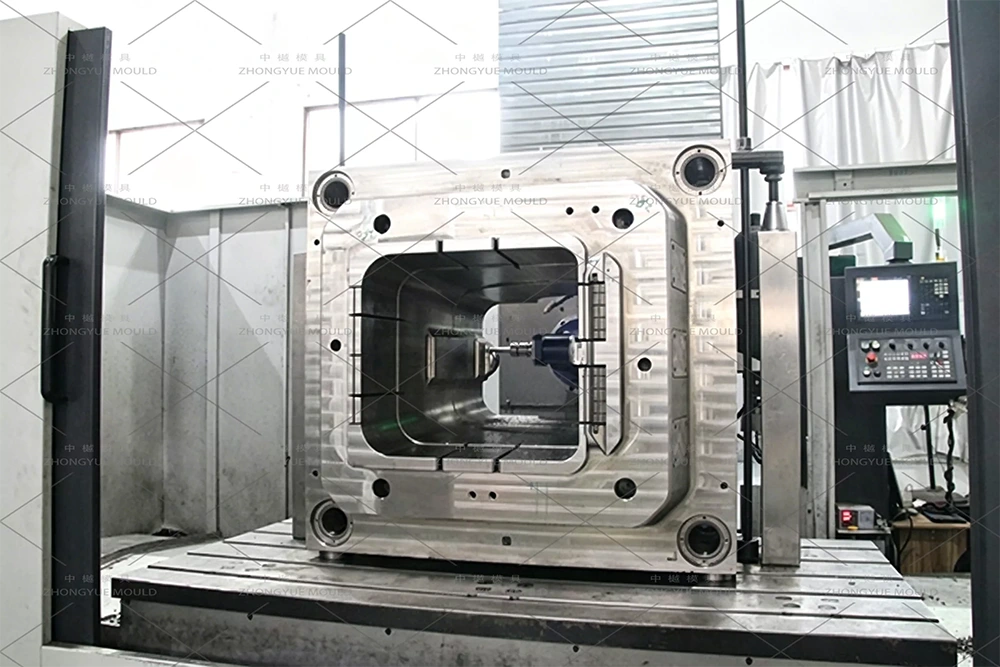
Gran capacidad de moldeo para productos básicos— Contenedores de ratán, cajas, sillas, paletas y contenedores de basura para exteriores (30 L a 240 L) construidos internamente con CNC de 5 ejes y taladro de orificio profundo
DFM y Moldflow internos (enfriamiento + deformación)— Optimizar la contracción de HDPE/PP, la ventilación profunda del núcleo y la ubicación de enfriamiento de BeCu antes del corte de acero; verificar la planitud del asiento de la tapa y la rectitud del cilindro
Experiencia en canales calientes y cavidades profundas— integración YUDO/SYNVENTIVE; refrigeración del inserto BeCu; pasadores de ventilación sinterizados; anillo extractor + diseño de expulsión asistida por aire
Control de calidad estricto y progreso transparente— Fotografías de mecanizado semanales, aprobación de muestra T1 (verificación de ovalidad y planitud de brida) antes del envío
Experiencia Exportadora— Moldes enviados a Europa (programas de contenedores que cumplen con EN840), América del Norte, América del Sur, Sudeste Asiático y Medio Oriente.
Garantía de molde de 1 año + suministro de repuestos (insertos BeCu, pasadores de ventilación, resortes deslizantes, pasadores eyectores)
P: ¿Este molde incluye las ruedas y el eje de metal?
R: No. El molde de la carrocería forma el cilindro del contenedor y el hueco del cubo de la rueda/ranura del eje (mediante un deslizador o un inserto suelto). Las ruedas (PP/HDPE con cojinete) y el eje de acero galvanizado son componentes comprados ensamblados después del moldeado, NO moldeados por inyección en esta herramienta.
P: ¿Qué material recomienda: HDPE o PP?
R: El HDPE (MFR 0,03–0,08, estabilizado a los rayos UV, alto ESCR) es el estándar de la industria para contenedores con ruedas de 120 L/240 L: excelente resistencia a impactos y grietas por tensión en exteriores. El PP+UV se utiliza a veces para contenedores de acera más pequeños de 30 L/60 L, pero es menos común para contenedores con ruedas de alta resistencia.
P: ¿Canal caliente o compuerta de bebedero directo?
R: Para depósitos de HDPE de 120 L/240 L, recomendamos la compuerta directa del bebedero (la boquilla de la máquina hace contacto con el casquillo del bebedero, sin canal) o un canal caliente abierto de 1 a 2 puntas (YUDO/SYNVENTIVE). El canal frío sólo es recomendable para contenedores pequeños de 30L/60L. La compuerta de válvula secuencial no es necesaria: el HDPE de compuerta superior se llena hacia abajo.
P: ¿Puedes citar también el molde de tapa correspondiente?
R: Sí, cotizamos el cuerpo del contenedor exterior como cavidad de 1×1 y la tapa como molde de 1×1 o 2 cavidades (ciclo más corto). Las tapas de reciclaje codificadas por colores (diferentes colores) pueden compartir un molde de tapa y simplemente cambiar MB; podemos confirmarlo.
P: ¿Qué necesita para una cotización?
R: Dibujo 2D (PDF/DWG) + modelo 3D (STP/IGS/X_T) O fotografías claras con dimensiones (capacidad, Ø superior/inferior o L×W, altura, espesor de pared, peso), material objetivo (grado HDPE/PP+UV), volumen anual y datos de placa/barra de unión/abrazadera de su máquina de inyección (especialmente para 120L/240L).
Envíe el dibujo 2D de su contenedor de basura exterior + modelo 3D (o fotografías de muestra con dimensiones y capacidad detalladas) y los requisitos del proyecto. Cuéntanos si necesitas también el molde de tapa a juego. ZHONGYUE MOLD proporcionará una revisión DFM gratuita + un resumen del análisis de deformación/enfriamiento de Moldflow + una cotización formal dentro de 24 a 48 horas hábiles.
¡Contáctenos ahora para comenzar su proyecto de molde de inyección para el cuerpo del contenedor de basura/contenedor con ruedas para exteriores!
Impulsado por la filosofía:
Zhongyue Mould es una empresa líder en la industria de moldes para cubiertas de aire acondicionado por inyección de plástico. Nuestro equipo altamente experimentado de ingenieros y diseñadores tiene muchas décadas de experiencia combinada en el diseño y fabricación de moldes de cubiertas de aire acondicionado de plástico. Brindamos un servicio integral, especializándonos en la producción de moldes para cubiertas de aire acondicionado de alta calidad y precisión. También hemos ayudado a numerosos clientes a personalizar varios tipos de líneas de moldeo de cubiertas de aire acondicionado de plástico.
También podemos ofrecerle asistencia integral en la gestión de su proceso productivo. El departamento de adquisiciones comprará materias primas de alta calidad, mientras que el departamento técnico seleccionará la fórmula plástica adecuada. De acuerdo con los parámetros de la cubierta plástica para aire acondicionado, los requisitos de vida útil del molde y el posicionamiento en el mercado, seleccionaremos los parámetros, la estructura, etc. de la cubierta plástica para aire acondicionado más adecuados. Nuestra amplia capacidad de producción nos permite entregar cubiertas plásticas para aire acondicionado con prontitud, a precios competitivos y con calidad garantizada.


DIRECCIÓN
No.38, Kaituo Road Xinqian Street, ciudad de Huangyan Taizhou, provincia de Zhejiang, China
Teléfono
Correo electrónico

















